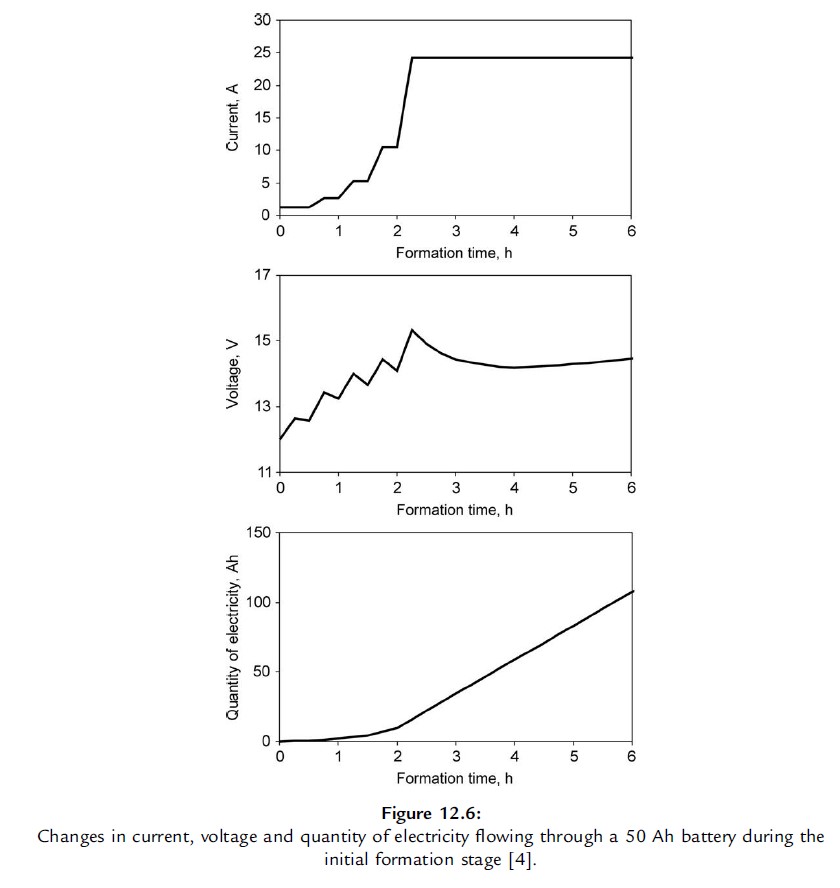
با افزایش میزان PbO2+PbSO4 و Pb+PbSO4، سطح رسانای الکتریسیته افزایش یافته و لذا دانسیته جریان کاهش مییابد.
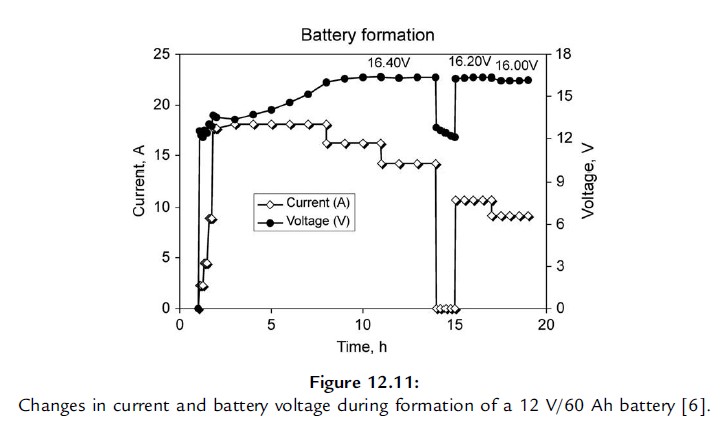
زمانی که ولتاژ به 4/16 برسد، جریان شارژ حدود %10 کاهش مییابد. (شارژ الکتریکی تا این نقطه برابر طرفیت تئوری باتری است)
پس از آن %12 دیگر کاهش در جریان شارژ اعمال می کنیم و سپس یک استراحت یک ساعته لحاظ میشود.
کل الکتریسیته تا قبل استرحت، 8/1 برابر ظرفیت تئوری میباشد.
دو تا کاهش جریان دیگر نیز وجود دارد که در آن ولتاژ روی 16 نگاه داشته می شود. و کل شارژ 15/2 برابر ظرفیت تئوری است. کل زمان فرماسیون نیز 19 ساعت است.
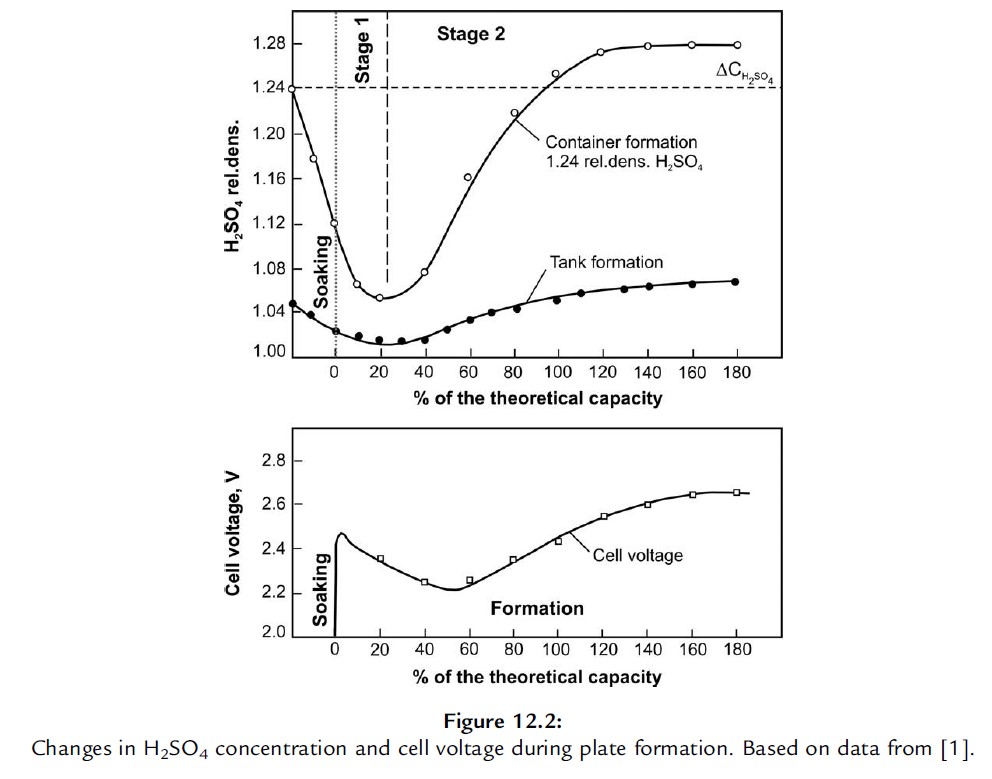
– مرحله دوم فرماسیون
پس از مصرف کل PbO و سولفات های بازیک در خمیر، مرحله دوم فرماسیون آغاز می گردد.
PbSO4+2H2O ———> PbO2+H2SO4+2H+2e-
2H2O ———> O2+4H++4e-
PbSO4+2H++2e- ——–> Pb+H2SO4
2H++2e- ——–> H2
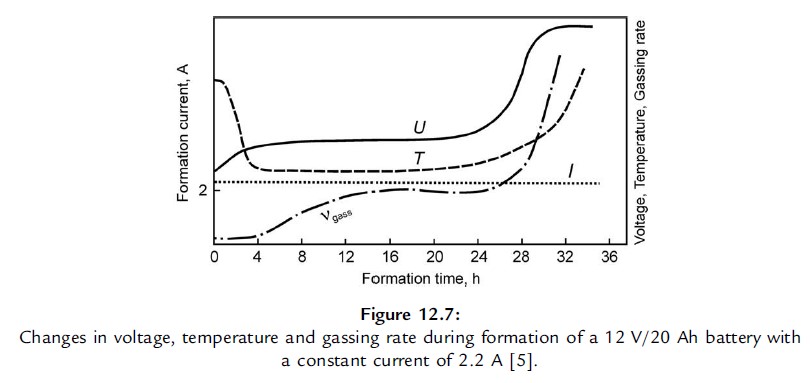
طبق شکل 12.7 آغاز مرحله دوم فرماسیون با افزایش ولتاژ و تولید گاز در باتری همراه است.
در این مرحله اسید سولفوریک در حفرات پلیت ایجاد میگردد ———> به الکترولیت منقل شده و دانسیته افزایش مییابد.
آب وارد حفرات پلیت مثبت می شود و آب مصرف شده در واکنش های الکتروشیمیایی را جبران میکند.
در این مرحله حباب های هیدروژن و اکسیژن آزاد میشود.
در این مرحله راندمان شارژ پایین است زیرا بخشی از آن صرف تجزیه آب و تولید گاز میگردد.
با افزایش غلظت الکترولیت، انحلال PbSO4 کاهش می یابد و لذا نرخ واکنش ها کاهش مییابد.
با تولید گاز حفرات پلیت پر شده و در نتیجه نرخ فرماسیون کاهش مییابد.
تجزیه آب در سطح پلیت سریع تر است زیرا دسترسی H+ و H2O بیشتر است.
بنابراین استراحت به دو دلیل لحاظ میشود:
- خروج گاز از داخل حفرات پلیت
- کاهش دمای باتری
زمانی که خمیر از 4BS تشکیل شده باشد، پس از پایان فرماسیون یک شارژ و دشارژ انجام میشود.